Click here to get this post in PDF
Key Takeaways
- Vibratory equipment enhances efficiency and precision in material handling.
- It offers versatility across various industries, including food processing and pharmaceuticals.
- Advancements in technology have led to more sophisticated and reliable vibratory machinery.
Introduction to Vibratory Equipment in Material Handling
In today’s fast-paced manufacturing environment, the demand for streamlined processes and reduced manual labor is at an all-time high. Vibratory equipment has emerged as an essential solution for achieving these goals. By applying controlled vibrations, this technology ensures smooth, consistent material movement, an advantage that translates into improved efficiency and a reduced likelihood of errors. Leading firms are helping shape the material handling landscape for industries seeking better performance standards.
What sets vibratory systems apart is their ability to adapt to a wide range of material characteristics. Engineered integrated processing further enhances this capability by combining multiple handling and processing functions into a cohesive, efficient system. Unlike traditional conveyors, which may struggle with fine powders or delicate items, vibratory equipment can move a wide range of products without causing damage or disruption. This adaptability not only minimizes waste but also supports the high levels of precision demanded by modern production lines.
Understanding Vibratory Conveyors
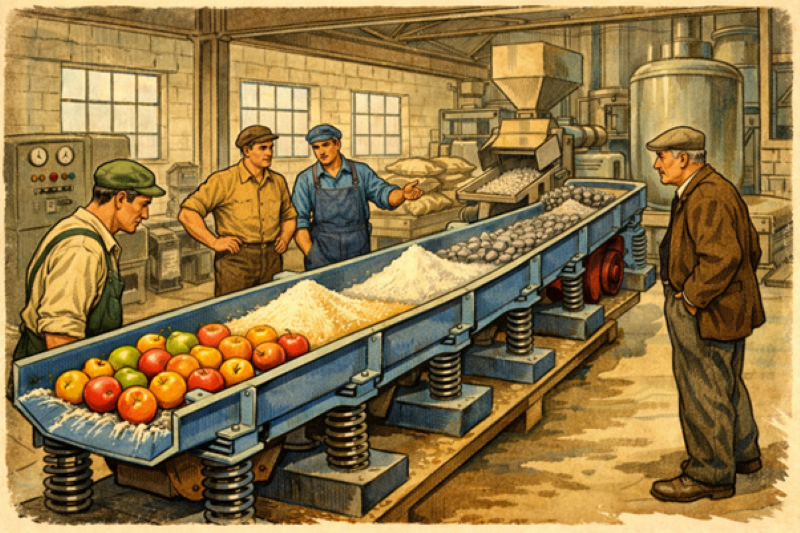
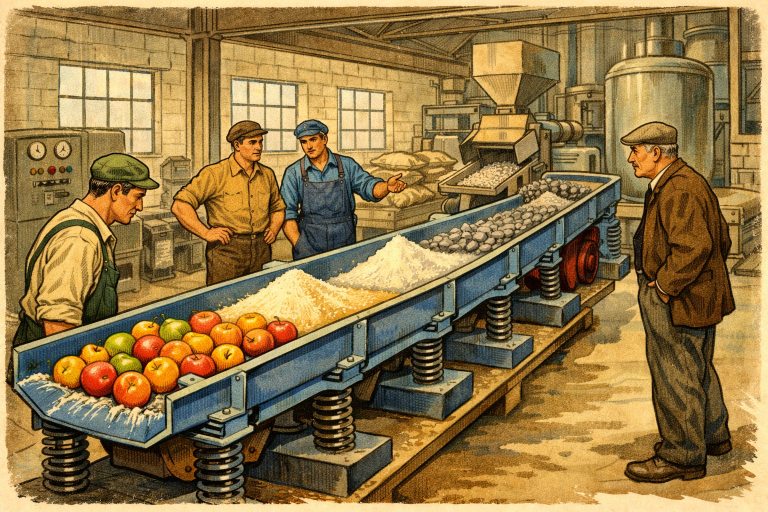
Vibratory conveyors utilize a unique approach to material transfer. Through carefully calibrated vibrations, they propel items along designated pathways at a steady, predictable pace. The gentle shaking action helps prevent material buildup, bridging, or bottlenecks while maintaining the integrity of delicate components. This method is especially beneficial in environments where contamination control and uniform dispersion are required, such as clean rooms or food manufacturing plants.
In addition to their versatility, vibratory conveyors are easier to clean and maintain than belt or roller systems. Their streamlined design and minimal moving parts mean fewer risks of mechanical failure and better suitability for sanitary or harsh operating conditions. These features improve uptime and reduce maintenance costs for facility operators, providing a solid return on investment.
Another benefit of vibratory conveyors is their ability to modulate speed and amplitude to suit specific materials, further sharpening process control. Operators can easily fine-tune equipment settings to balance gentle handling requirements with high-throughput needs, supporting both product quality and productivity objectives. Additionally, many vibratory systems are designed for minimal energy loss during operation, making them not only effective but also cost-efficient over time.
Applications Across Industries
The effectiveness of vibratory equipment is evident across diverse industries. In the food processing sector, vibratory conveyors gently move fragile products such as fruits, snacks, or baked goods, preventing breakage and preserving quality. Pharmaceutical manufacturers rely on precise vibratory feeders for controlled dosing and blending of powders, which are crucial for product consistency and safety. In the mining industry, robust vibratory equipment supports the efficient transfer of bulk commodities, ensuring high throughput from extraction through to processing.
Other sectors, such as chemical manufacturing and packaging, also benefit from vibratory systems that enhance automation, reduce manual intervention, and accommodate product variability. The technology’s flexibility helps address evolving industry standards and production demands, making it a foundational component of many automated environments.
Vibratory equipment is also instrumental in increasing workplace safety by reducing reliance on manual lifting and handling of heavy or awkward materials. Implementing these systems can decrease workplace injuries and associated costs. Furthermore, vibratory machinery is scalable, making it suitable for both small, specialized operations and large-scale industrial settings. With customizable options, businesses can design solutions that efficiently meet their unique operational challenges.
Further Insights and Industry Impact
Research from industry experts highlights the ongoing evolution of vibratory machinery and its impact on operational efficiency. For example, integrating advanced control systems and automation has significantly improved reliability and process visibility. This evolution not only elevates productivity but also enables operators to achieve tighter quality control and data-driven process improvement.
Technological Advancements in Vibratory Equipment
The rapid pace of technological innovation has spurred the development of smarter, more energy-efficient vibratory equipment. Modern systems are often equipped with intelligent sensors and machine learning algorithms that continually monitor vibration frequencies, load patterns, and wear levels. This real-time reporting helps operators quickly identify potential bottlenecks or maintenance needs, reducing unscheduled downtime and promoting lean manufacturing practices.
Eco-conscious design is another important advancement. Manufacturers are increasingly adopting energy-saving motors and optimized vibration patterns to minimize electrical consumption, aligning with broader industry efforts to improve sustainability. Such enhancements benefit both the bottom line and environmental footprint, giving companies a competitive edge in a resource-conscious marketplace.
Additionally, integrating remote monitoring capabilities and automated analytics platforms provides maintenance teams with actionable insights. This predictive maintenance approach enables timely interventions that extend machinery life and optimize resource use. These technological advances have broadened the application of vibratory equipment beyond traditional manufacturing, positioning it as a central piece in digital transformation strategies within smart factories.
Benefits of Implementing Vibratory Systems
- Increased Efficiency: Automation of loading, sorting, and product transfer streamlines operations, enabling companies to process higher volumes with fewer errors and less labor.
- Enhanced Precision: Consistent, adjustable vibration ensures precise control over material movement and distribution, improving product uniformity and compliance with tight specifications.
- Versatility: Vibratory systems can be adapted to handle a wide range of materials and configurations, enabling changes to product lines without significant downtime or investment.
- Scalability: These systems are easily scalable, making them a practical choice for both small facilities and sprawling industrial complexes. By selecting modular components, operations can expand their handling capacity as needed, accommodating business growth with minimal disruption.
Considerations for Integration
Successful integration of vibratory equipment begins with a thorough evaluation of facility layout, available footprint, and existing workflows. Careful planning is essential to ensure that new machinery complements other components within the material handling system. Operators must also account for factors such as the physical characteristics of processed materials (e.g., density, particle size, moisture content), anticipated throughput, and system maintenance requirements.
Tailoring vibratory equipment specifications to align with operational goals maximizes performance and extends equipment life. Collaborating closely with reputable manufacturers and technology partners guarantees that the selected solutions align with industry best practices and regulatory compliance requirements.
It’s also important to train operational staff on the nuances of vibratory system usage, maintenance protocols, and safety considerations. An informed workforce is better equipped to monitor performance, detect irregularities, and respond to issues swiftly, maximizing the return on investment. Integrating new equipment with legacy systems may require customized interfacing solutions, which highlights the importance of expert support at every stage of the process.
Customization and New Developments in Vibratory Equipment
One of the most significant advantages of modern vibratory equipment is the ability to customize systems for highly specialized applications. Manufacturers now offer a range of options, including adjustable frequency drives, multiple-deck configurations, custom chute shapes, and advanced vibration-isolation systems. This flexibility ensures that vibratory solutions can be tailored to fit complex production processes, whether the goal is sensitive product handling, efficient bulk transport, or integration into highly automated lines. For high-value or sensitive goods, some systems employ specialized coatings or construction materials to further protect product integrity while complying with food-grade or pharmaceutical standards. These innovations allow businesses to refine existing operations without compromising on quality or throughput.
Recent developments also include improvements in noise reduction and workplace comfort. Newer generations of vibratory equipment incorporate dampening technologies and refined motion profiles that decrease operational noise and limit vibration transmission to building structures, creating safer and more ergonomic environments for workers. As industrial workplaces continue to prioritize employee well-being and job satisfaction, these features become especially valuable.
Moreover, vibratory machinery vendors are increasingly supporting proactive client partnerships by offering simulation services. Using digital twins and modeling software, equipment designers can predict how varying vibration parameters will impact process outcomes before installation, minimizing risk and functional uncertainty.
Expanded Maintenance and Process Optimization Strategies
Effective ongoing maintenance is integral to sustaining the high performance of vibratory equipment. Maintenance teams are increasingly using advanced diagnostic tools, such as vibration analysis and thermography, to monitor equipment health and identify issues before they escalate into major problems. Scheduled inspections, lubrication routines, and timely replacement of wear parts are being digitized with maintenance management software, enabling predictive maintenance that minimizes downtime and optimizes inventory management.
Process optimization involves more than just the equipment itself; it requires a systems-level approach. Engineers are collaborating with data scientists to refine vibration parameters and conveyance speeds in real-time, leveraging production data and artificial intelligence. This integrated approach leads to adaptive control strategies that dynamically adjust processing speed or amplitude in response to detected load or material changes, resulting in consistently optimal throughput and product quality.
Industry leaders also emphasize the importance of operator feedback in tuning vibratory equipment. Regular engagement with production teams helps identify subtle issues, such as product jamming or residue buildup, that automated systems might miss. This human-machine collaboration strengthens process reliability and ensures that equipment upgrades or modifications are aligned with on-the-ground operational realities.
Future Outlook and Sustainability Considerations
Looking ahead, sustainability and data-driven optimization will continue to define the trajectory of vibratory equipment in material handling. Companies are expected to place greater emphasis on lifecycle assessments, energy efficiency, and recyclability of machinery components. The integration of IoT-enabled diagnostics, adaptive control algorithms, and data analytics will empower operators to make real-time decisions that minimize waste, reduce energy usage, and proactively schedule maintenance. This smarter approach not only conserves resources but also positions businesses to meet regulatory and market pressures for greener and more transparent supply chains.
Vibratory equipment’s blend of versatility, innovation, and sustainability makes it an indispensable tool for evolving business needs and future-proofing material handling operations. From custom manufacturing to green technologies, the field is poised for further growth and transformative impact across every major industry segment.
Another potential area of growth is the application of vibratory equipment in emerging industries such as battery recycling and automated food processing, where the stringent handling requirements for materials like lithium or allergen-sensitive ingredients demand unprecedented precision and hygiene. Additionally, collaborative robotics (cobots) and vibratory feeders are expected to converge, streamlining the end-to-end automation of production lines and boosting both safety and responsiveness in rapidly changing production environments.
Final Thoughts
Vibratory equipment stands at the forefront of innovation in material handling, empowering industries to achieve greater efficiency, accuracy, and flexibility. As manufacturing continues to evolve, the integration of advanced vibratory systems will remain vital to meeting stringent production standards and operational targets. Investing in this proven technology is a strategic step toward a more productive, reliable, and future-ready operation.
With their inherent adaptability and cutting-edge features, vibratory systems set a new standard for material handling solutions. As sustainability, process control, and digitalization become more crucial, these systems are poised to play an ever-expanding role in both established and emerging industries.
You may also like:

{kind=link}